Литье АБС-пластика под давлением – это широко распространенный метод производства деталей с высокой точностью и повторяемостью. Процесс позволяет создавать сложные формы с превосходной отделкой поверхности. В этой статье мы рассмотрим все аспекты процесса, включая материалы, технологию, преимущества, недостатки и применение, а также предоставим практические советы по оптимизации.
Что такое литье АБС-пластика под давлением?
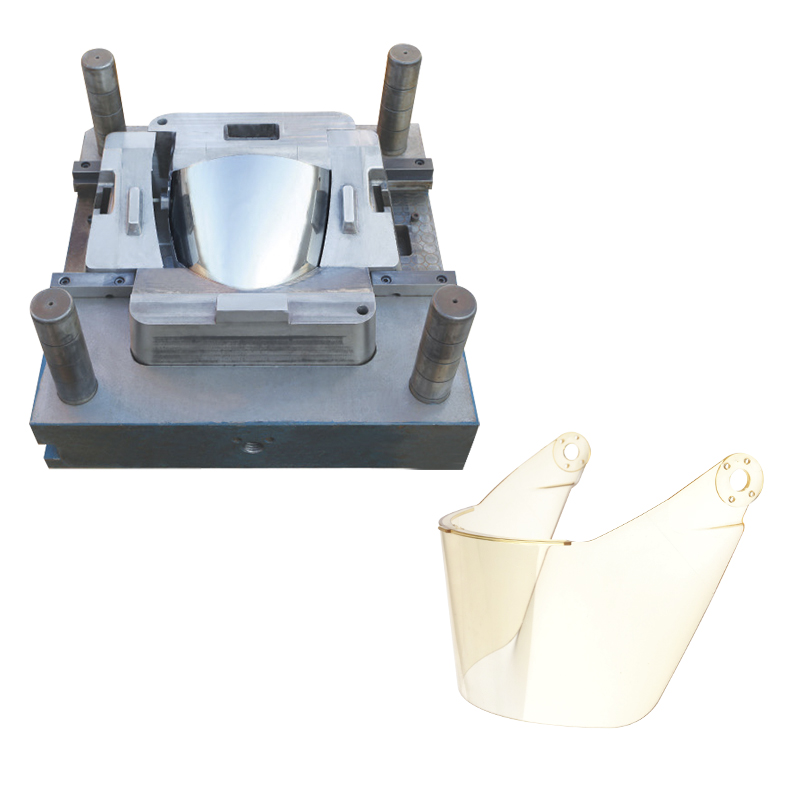
Высокоточное литье АБС-пластика под давлением – это процесс производства пластиковых деталей, при котором расплавленный АБС-пластик (акрилонитрилбутадиенстирол) впрыскивается под высоким давлением в пресс-форму. После охлаждения и затвердевания получается готовая деталь, точно соответствующая форме пресс-формы.
Преимущества и недостатки литья АБС-пластика под давлением
Преимущества:
- Высокая точность: Обеспечивает изготовление деталей с минимальными допусками.
- Массовое производство: Экономически выгодно для больших объемов.
- Сложные формы: Позволяет создавать детали сложной геометрии.
- Отличная отделка поверхности: Детали имеют гладкую и ровную поверхность.
- Широкий выбор цветов и текстур: АБС-пластик легко окрашивается и текстурируется.
- Прочность и долговечность: АБС-пластик обладает хорошей ударопрочностью и износостойкостью.
Недостатки:
- Высокая стоимость оснастки: Изготовление пресс-формы требует значительных затрат.
- Длительное время подготовки производства: Процесс проектирования и изготовления пресс-формы занимает время.
- Ограничения по размеру детали: Существуют ограничения по максимальному размеру детали, зависящие от мощности оборудования.
Применение литья АБС-пластика под давлением
Высокоточное литье АБС-пластика под давлением широко используется в различных отраслях промышленности:
- Автомобильная промышленность: Производство деталей интерьера и экстерьера автомобилей (приборные панели, бамперы, решетки радиатора).
- Электроника: Корпуса для электроприборов, пульты дистанционного управления, разъемы.
- Бытовая техника: Корпуса для стиральных машин, холодильников, пылесосов.
- Игрушки: Производство пластиковых игрушек и деталей конструкторов.
- Медицинское оборудование: Корпуса для медицинских приборов и инструментов.
Процесс литья АБС-пластика под давлением: этапы
- Проектирование детали: Создание 3D-модели детали с учетом требований к функциональности и технологичности.
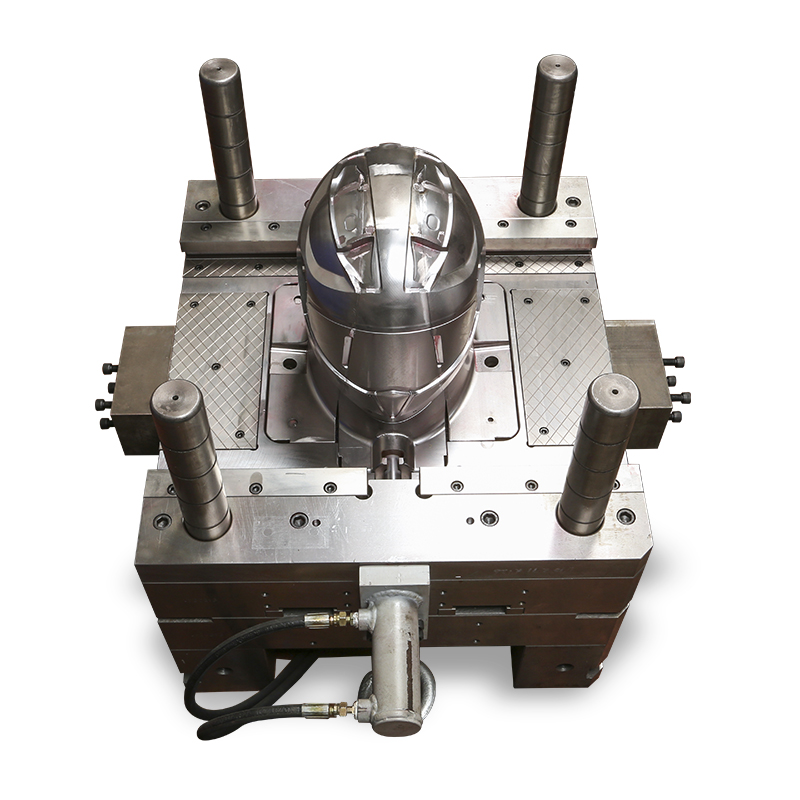
- Изготовление пресс-формы: Производство пресс-формы, соответствующей форме детали.
- Подготовка АБС-пластика: Сушка гранул АБС-пластика для удаления влаги.
- Впрыск пластика: Расплавленный АБС-пластик впрыскивается под высоким давлением в пресс-форму.
- Охлаждение: Пластик охлаждается и затвердевает в пресс-форме.
- Извлечение детали: Готовая деталь извлекается из пресс-формы.
- Последующая обработка: Удаление литников и облоя, а также нанесение покрытий или покраска (при необходимости).
Факторы, влияющие на качество литья АБС-пластика под давлением
Качество деталей, изготовленных методом высокоточного литья АБС-пластика под давлением, зависит от нескольких факторов:
- Температура расплава: Слишком высокая или низкая температура может привести к дефектам детали.
- Давление впрыска: Недостаточное давление может привести к неполному заполнению пресс-формы, а избыточное – к деформации детали.
- Время впрыска: Оптимальное время впрыска обеспечивает равномерное заполнение пресс-формы.
- Температура пресс-формы: Контроль температуры пресс-формы влияет на скорость охлаждения и усадку пластика.
- Качество АБС-пластика: Использование качественного АБС-пластика с подходящими характеристиками обеспечивает прочность и долговечность детали.
Выбор АБС-пластика для литья под давлением
При выборе АБС-пластика для высокоточного литья под давлением необходимо учитывать следующие параметры:
- Текучесть расплава (MFI): Определяет способность пластика заполнять пресс-форму. Для деталей сложной формы требуется пластик с высокой текучестью.
- Ударопрочность: Важный параметр для деталей, подверженных механическим нагрузкам.
- Термостойкость: Определяет максимальную температуру, при которой деталь сохраняет свои свойства.
- Цвет и оттенок: Выбор цвета зависит от требований к внешнему виду детали.
- Наличие добавок: Различные добавки могут улучшить свойства пластика (например, огнестойкость, устойчивость к ультрафиолетовому излучению).
Оборудование для литья АБС-пластика под давлением
Основное оборудование для литья АБС-пластика под давлением включает:
- Термопластавтомат (ТПА): Машина, предназначенная для плавления и впрыска пластика в пресс-форму.
- Пресс-форма: Инструмент для формирования детали.
- Периферийное оборудование: Чиллеры (для охлаждения пресс-формы), сушилки для пластика, загрузчики, роботы-манипуляторы.
Дефекты литья АБС-пластика под давлением и способы их устранения
В процессе высокоточного литья АБС-пластика под давлением могут возникать различные дефекты, такие как:
- Недолив: Неполное заполнение пресс-формы. Причины: низкая температура расплава, недостаточное давление впрыска, неправильная конструкция литниковой системы.
- Утяжины: Вмятины на поверхности детали. Причины: неравномерное охлаждение, большая толщина стенки детали.
- Облой: Вытекание пластика через неплотности в пресс-форме. Причины: высокое давление впрыска, износ пресс-формы.
- Деформация: Изменение формы детали после извлечения из пресс-формы. Причины: неравномерное охлаждение, неправильная конструкция детали.
- Линии спая: Следы соединения потоков пластика. Причины: низкая температура расплава, неправильная конструкция литниковой системы.
Для устранения этих дефектов необходимо оптимизировать параметры процесса литья, а также правильно проектировать деталь и пресс-форму.
Советы по оптимизации процесса литья АБС-пластика под давлением
Для получения качественных деталей, изготовленных методом высокоточного литья АБС-пластика под давлением, рекомендуется:
- Тщательно проектировать деталь: Учитывать технологичность при проектировании, избегать резких переходов толщины стенки, предусматривать ребра жесткости.
- Выбирать подходящий АБС-пластик: Учитывать требования к прочности, термостойкости и внешнему виду детали.
- Оптимизировать параметры процесса литья: Подбирать оптимальные значения температуры расплава, давления впрыска, времени впрыска и температуры пресс-формы.
- Регулярно обслуживать оборудование: Следить за состоянием термопластавтомата и пресс-формы.
- Обучать персонал: Обеспечить квалифицированный персонал, способный правильно настраивать и обслуживать оборудование.
Фошань Рунке Плесень Лтд. – ваш надежный партнер в области литья под давлением
Компания Фошань Рунке Плесень Лтд. специализируется на высокоточном литье АБС-пластика под давлением и предлагает полный спектр услуг, от проектирования и изготовления пресс-форм до серийного производства деталей. Мы используем современное оборудование и передовые технологии для обеспечения высокого качества продукции и удовлетворения потребностей наших клиентов. Наши специалисты имеют богатый опыт в области литья под давлением и готовы предложить оптимальные решения для вашего бизнеса.
Сравнение различных марок АБС-пластика для литья под давлением
При выборе АБС-пластика для литья под давлением, важно учитывать его характеристики. Ниже представлена сравнительная таблица нескольких популярных марок, основанная на данных производителей:
| Марка АБС-пластика | MFI (г/10 мин) | Ударная вязкость по Изоду (Дж/м) | Температура тепловой деформации (°C) |
| LG Chem ABS HI121H | 22 | 210 | 95 |
| Chi Mei Polylac PA-757 | 20 | 180 | 93 |
| Toray Toyolac 100 | 18 | 170 | 90 |
Источник данных: Официальные технические паспорта производителей.
Заключение
Высокоточное литье АБС-пластика под давлением – это эффективный и экономичный способ производства пластиковых деталей с высокой точностью и повторяемостью. Соблюдение технологических требований и использование качественных материалов обеспечивают получение деталей, отвечающих самым высоким требованиям.